




"Idan ma'aikaci yana son yin aiki mai kyau, dole ne ya fara kaifin kayan aikinsa."Screw extruder, a matsayin "muhimmin makami" a hannun masana'antun da ke cikin masana'antar robobi, musamman a cikin masana'antar robobi da aka gyara, babu shakka yana taka muhimmiyar rawa wajen samarwa da rayuwa ta yau da kullun.Ba tare da la’akari da ko samar da dubunnan dubunnan cikin gida ne ko kuma shigo da miliyoyi ba, raguwar lokaci ɗaya ko fiye da haka ba sa son ganin masana’antun.
Ba wai kawai za a buƙaci ƙarin farashin kulawa ba, amma mafi mahimmanci, za a yi tasiri akan samarwa kuma za a rasa fa'idodin tattalin arziki.Saboda haka, kiyaye extruder yana da mahimmanci ga yawancin masana'antun.Saboda haka, yadda za a kula da dunƙule extruder?
Ana rarraba kulawar mai fitar da dunƙulewa gabaɗaya zuwa kulawa ta yau da kullun da kulawa na yau da kullun.Menene bambanci da haɗin kai tsakanin su biyun dangane da abun ciki na kulawa da sauran cikakkun bayanai?
Kulawa na yau da kullun
Kulawa na yau da kullun aiki ne na yau da kullun, wanda baya ɗaukar sa'o'i na aikin kayan aiki, kuma yawanci ana kammala shi yayin tuki.Mayar da hankali shine tsaftace na'ura, sa mai sassa masu motsi, ɗaure sassa masu sassauƙa, duba da daidaita motar, kayan sarrafawa, sassan aiki da bututu a cikin lokaci.Gabaɗaya yana buƙatar kula da waɗannan abubuwan:
1. Tun da tsarin kula da wutar lantarki yana da buƙatu masu yawa akan yanayin zafin jiki da kuma rigakafin ƙura, tsarin lantarki ya kamata a ware shi daga wurin samar da wutar lantarki, kuma ya kamata a shigar da fanko ko iska.Ana ba da shawarar sanya ma'ajin sarrafa wutar lantarki a cikin ɗaki mai sauƙi don kiyaye ɗakin tsabta da iska, ta yadda zafin cikin gida bai wuce 40 ℃ ba.

2. Ba a yarda mai fitar da wuta ya yi gudu ba, don hana dunƙulewa da na'ura daga mirgina.Ba a yarda ya wuce 100r/min lokacin da mai watsa shiri ya fara aiki ba;lokacin fara mai watsa shiri, fara farawa da ƙananan gudu, duba ko akwai wata ƙarar da ba ta dace ba bayan fara mai watsa shiri, sannan a hankali ƙara saurin mai watsa shiri zuwa cikin kewayon da aka yarda da tsari (yana da kyau a daidaita zuwa mafi kyau). jihar).Lokacin da sabon na'ura ke aiki, nauyin na yanzu ya kamata ya zama 60-70%, kuma na yanzu a cikin amfani na yau da kullum kada ya wuce 90%.Lura: Idan akwai sauti mara kyau lokacin da mai fitar da wuta ke gudana, yakamata a dakatar da shi nan da nan don dubawa ko gyara.
3. Kunna famfon mai da farko lokacin farawa, sannan kashe famfon mai bayan kashe injin;famfo na ruwa yana ci gaba da aiki a duk lokacin da ake samarwa, kuma ba za a iya dakatar da aikin famfo na ruwa ba don kauce wa lalacewa da carbonization na kayan da ke cikin injin ganga saboda yawan zafin jiki na inji;murfin asbestos na babban fan ɗin motar yana buƙatar tsaftace shi akai-akai don guje wa mannewar ƙura mai yawa don toshe gilashin gilashin, yana haifar da rashin isassun zafi na injin da kuma tunkuɗewa saboda yawan zafi.
4. Tsaftace ƙura, kayan aiki da kayan aiki a saman naúrar a cikin lokaci.
5. Hana karafa ko wasu tarkace fadawa cikin hopper, don kada ya lalata dunƙule da ganga.Domin hana tarkacen ƙarfe shiga ganga, ana iya shigar da kayan maganadisu ko firam ɗin maganadisu a tashar ciyar da ganga lokacin da kayan ya shiga ganga.Don hana tarkace daga faɗuwa cikin ganga, dole ne a bincika kayan a gaba.
6. Kula da tsabtar yanayin samarwa, kuma kada ku bari datti da ƙazanta su haɗu a cikin kayan don toshe farantin tacewa, wanda zai shafi fitarwa da ingancin samfurin kuma ƙara juriya na inji.
7. Akwatin gear ya kamata ya yi amfani da man mai da aka ƙayyade a cikin littafin na'ura, kuma ƙara mai bisa ga ƙayyadadden matakin man.Dan kadan mai zai haifar da rashin isasshen man shafawa, wanda zai rage rayuwar sabis na sassa;Yana da sauƙin lalacewa, kuma yana sa man shafawa ba shi da inganci, yana haifar da sakamakon lalata sassan.Ya kamata a maye gurbin ɓangaren ɗigon mai na akwatin ragi a cikin lokaci don tabbatar da adadin man mai mai.
Kulawa na yau da kullun
Ana aiwatar da gyare-gyare na yau da kullun bayan mai fitar da kayan yana ci gaba da gudana har tsawon sa'o'i 2500-5000.Ana buƙatar tarwatsa na'ura don dubawa, aunawa, da gano lalacewa na manyan sassan, maye gurbin sassan da suka kai iyakar lalacewa, da kuma gyara sassan da suka lalace.Gabaɗaya yana buƙatar kula da waɗannan abubuwan:
1. Duba akai-akai ko sukullun da sauran masu ɗaure a saman naúrar suna kwance kuma suna ɗaure da kyau cikin lokaci.Ya kamata a ƙara ko maye gurbin matakin man mai mai lubricating a cikin lokaci (ya kamata a tsaftace datti a kasan tankin mai akai-akai).Domin sabbin injuna, galibi ana canza man injin kowane wata 3, sannan kowane wata shida zuwa shekara guda.Sai a tsaftace tace mai da bututun mai a kai a kai (sau daya a wata).
2. Tsayar da mai ragewa na extruder daidai yake da na yau da kullum.Ainihin bincika lalacewa da gazawar kayan aiki da bearings.
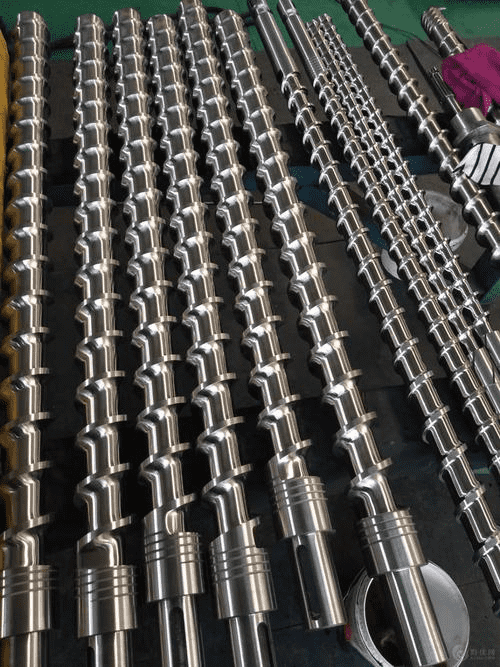
3. Lokacin sake shigarwa, da fatan za a lura cewa sukurori biyu A da B dole ne su kasance a matsayin asali kuma ba za a iya maye gurbinsu ba!Bayan an shigar da sikirin da aka haɗa a kan injin, dole ne a fara kunna ta da hannu, kuma za a iya kunna shi da ɗan ƙaramin gudu idan yana jujjuyawa akai-akai.Idan ba a daɗe ana amfani da dunƙule ko ganga ba, sai a ɗauki matakan hana tsatsa da ƙazanta, sannan a rataye dunƙule a ajiye.Idan shingen zaren ya ƙone da wuta, ya kamata harshen wuta ya motsa hagu da dama, kuma yana da tsabta yayin konewa.Kada a ƙone da yawa (shuɗi ko ja), balle a sanya toshe zaren a cikin ruwa.
4. Yi la'akari da kayan aikin sarrafa zafin jiki akai-akai, duba daidaitaccen daidaitawarsa da kuma ji na sarrafawa.
5. Dole ne a yi amfani da ruwa mai laushi a cikin tanki mai sanyaya a cikin ganga don hana samuwar sikelin don toshe tashar ruwa mai sanyaya a cikin ganga kuma haifar da gazawar zazzabi.Kula da ƙara ruwa daidai lokacin amfani don hana ƙima.Idan an katange, ya kamata a maye gurbin silinda don takamaiman kulawa.Idan babu toshewa amma fitar ruwa kadan ne, yana nufin akwai sikeli.Ya kamata a maye gurbin ruwan da ke cikin tankin ruwa tare da dilute hydrochloric acid don wurare dabam dabam.Bayan tsaftace ma'auni zuwa al'ada, maye gurbin shi da ruwa mai tsabta.Gabaɗaya, ruwan da ke cikin tankin ruwa ana amfani da shi ne don sanyaya ganga na inji, kuma ruwan da muke wucewa ana amfani da shi don sanyaya tankin ruwa.A kai a kai duba ingancin ruwa na tankin mai sanyaya, kuma maye gurbin shi a cikin lokaci idan ya zama turbid.
6. Bincika ko bawul ɗin solenoid yana aiki akai-akai, ko coil ɗin ya ƙone, kuma maye gurbin shi cikin lokaci.
7. Dalilan da zasu iya haifar da gazawar yanayin zafi ko yanayin zafi don ci gaba da tashi da faɗuwa: ko ma'auratan galvanic suna kwance;ko gudun ba da sanda a yankin dumama yana aiki kullum;ko solenoid bawul yana aiki kullum.Sauya gurɓataccen hita a cikin lokaci kuma ƙara ƙarar sukurori.
8. Tsaftace datti a cikin tanki mai tsabta (https://youtu.be/R5NYMCUU5XQ) a cikin lokaci, da kayan da ke cikin ɗakin shaye-shaye don yin bututun da aka kulle.Idan an saka zoben rufewa na famfo, yana buƙatar maye gurbinsa cikin lokaci kuma a duba shi akai-akai.Dole ne bugun bugun fitar da fitarwa ya zama saboda lalacewar abin da aka yi da shi kuma an karye shi kuma dole ne a canza shi daga cikin akwatin.rashin gazawa.
9. Don motar DC da ke motsa kullun don juyawa, ya zama dole a mayar da hankali kan duba lalacewa da tuntuɓar gogewa, da kuma bincika akai-akai ko juriya na motar yana sama da ƙimar da aka ƙayyade.Bugu da kari, bincika ko wayoyi masu haɗawa da sauran sassan sun yi tsatsa, kuma ɗauki matakan kariya.
10. Lokacin da extruder ya buƙaci a dakatar da shi na dogon lokaci, ya kamata a rufe shi da man shafawa na anti-tsatsa a kan wuraren aiki na dunƙule, firam ɗin injin da injin injin.Ya kamata a rataye ƙaramin dunƙule a cikin iska ko sanya shi a cikin akwati na musamman na katako, kuma a daidaita shi tare da tubalan katako don guje wa lalacewa ko rauni na dunƙule.
11. Bangon ciki na bututun ruwa mai sanyaya da aka haɗe zuwa extruder yana da sauƙi ga sikelin kuma na waje yana da sauƙi don lalata da tsatsa.Ya kamata a lura da hankali yayin kulawa.Ma'auni mai yawa zai toshe bututun, kuma ba za a sami sakamako mai sanyaya ba.Idan lalata ta yi tsanani, ruwa zai zubo.Sabili da haka, dole ne a ɗauki matakan ragewa da kwantar da hankali yayin kiyayewa.
12. A nada mutum na musamman da zai dauki nauyin kula da kayan aiki.An haɗa cikakken rikodin kowane kulawa da gyarawa a cikin fayil ɗin sarrafa kayan aikin masana'anta.
A haƙiƙa, ko kulawar yau da kullun ne ko kulawa na yau da kullun, hanyoyin kiyayewa guda biyu suna dacewa da juna kuma suna da mahimmanci.Kula da "kulawa" na kayan aikin samarwa, har zuwa wani lokaci, kuma yana rage yawan gazawar samar da yau da kullun, ta yadda za a tabbatar da ƙarfin samarwa da kuma adana farashi yadda ya kamata.
Lokacin aikawa: Agusta-08-2023






